In today’s catering industry competition, the competition of store meals is far more than just the meal itself. The packaging design of the meal is equally important, and for attracting potential customer groups, the packaging design of the meal will become more and more important.
Of course, while we pay attention to the beauty of product design, we must also put the safety of food packaging in a pivotal position, especially those packaging materials that come into direct contact with food. Today, let’s talk about the little knowledge about food-grade packaging paper, to understand what is real food-grade packaging paper.
1. What is flexo printing? What is water-based ink?
Flexo is a direct printing method that uses a flexible, raised image plate to transfer liquid or grease-like inks to almost any type of material, and is a light-press printing. Flexo printing is unique, flexible, economical, and environmentally friendly. It meets the hygiene standards for food packaging printed matter and is the main printing method for food packaging paper.
Water-based ink is a special ink for flexo printing machines. Because of its stable performance, bright colors, environmental protection, no pollution, safety, non-flammability, etc., it is especially suitable for the printing of packaging paper such as food and medicine with strict hygiene requirements.
2. What is kraft paper? Why are kraft paper boxes more durable?
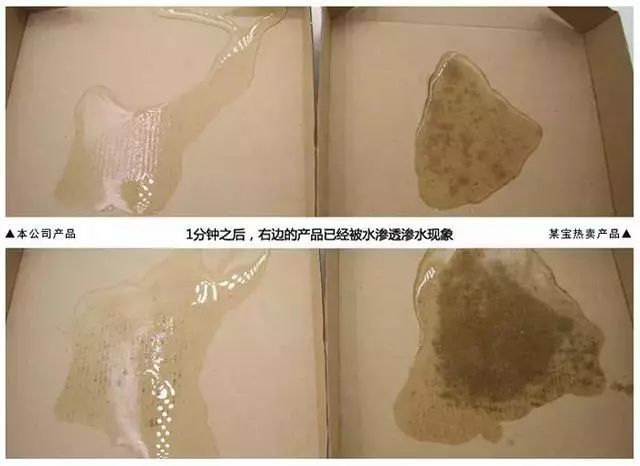
Kraft paper is paper produced from unbleached softwood kraft pulp. High intensity, usually yellowish-brown. Semi-bleached or fully-bleached kraft pulp is hazel, cream, or white.
The wood fiber of the coniferous trees is the main raw material for making kraft paper, and the fiber of this tree is relatively long. In order not to damage the toughness of the fiber as much as possible, it is usually treated with caustic soda and alkali sulfide chemicals. Closely dependent on each other, the toughness and firmness of the wood fiber itself can be well maintained, so the strength of the kraft paper produced is much higher than that of ordinary paper, and it is more durable.
Due to its unique color and environmental protection properties, as well as strong physical properties, kraft paper packaging boxes are very popular in the packaging industry, and the development trend is also very strong.
3. What is a fluorescent agent? How to detect the fluorescence reaction of food packaging paper?
A fluorescent agent is a fluorescent dye, which is a complex organic compound. It can excite incident light to produce fluorescence, which makes substances seen by the naked eye appear whiter, brighter, and more vivid. In the paper industry, liquid whiteners are more common in papermaking, because they can improve the overall aesthetics of paper products in sunlight.
For food packaging paper, the presence of fluorescent agents does not meet the needs of food safety. Moreover, the food packaging paper containing fluorescent agents may migrate into the food during use, to be absorbed by the human body and not easily decomposed, and the continuous accumulation in the human body will endanger human health.
To detect whether our food packaging paper contains obvious fluorescent substances, you can choose ultraviolet lamps. It is only necessary to irradiate the packaging paper with a hand-held dual-wavelength ultraviolet lamp. If the irradiated paper has a significant fluorescent reaction, it proves that it contains fluorescent substances.
4. Why must virgin wood pulp be used as raw material for food-grade packaging paper?
Food safety issues are particularly important when food packaging paper comes into direct contact with food. However, food packaging paper made entirely of virgin wood pulp has no risk of contamination, can be safely contacted with food, and will not transfer harmful ingredients to food.
Moreover, virgin wood pulp fiber has good toughness, high density, good strength, and better processing performance. There is no need to add special ingredients to improve the appearance, color, and performance of paper in the process of processing and production. It not only improves the efficiency of resource use, but also has good paper touch, natural color (uniform color, no mildew, no black spots, etc.), good printing effect, and no odor.
5. What standard must the virgin wood pulp (base paper) required for food-grade packaging paper meet?
Must comply with the latest GB 4806.8-2016 standard (enabled on April 19, 2017). Special note: GB 4806.8-2016 “National Food Safety Standard-Food Contact Paper and Cardboard Materials and Products” has replaced GB 11680-1989 “Sanitation and Hygiene Standard for Base Paper for Food Packaging”.